


压缩热型干燥塔节能技术应用分析研究
闫迪飞,刘继东
(大庆炼化公司动力一厂,黑龙江 大庆 163411)
摘要:对压缩热型干燥塔技术特点进行简要介绍,通过对新旧型干燥塔再生过程中的能耗对比,计算节能降耗具体效果,并且针对该系统存在的问题,采取相应整改措施。
关键词:压缩热;干燥塔 ;节能; 再生
干燥剂的再生效果,直接决定着干燥塔工作负荷,影响净化风的质量,如果净化风露点过高带水,将危及炼油化工装置的正常生产,严重的可直接造成安全事故,因此干燥剂的再生在空压系统中尤为重要,老式的有热再生型干燥塔再生时的能耗很大,产生了较大的浪费;采用瓦斯加热炉作为再生热源,危险性很大;干燥剂的加热不够彻底,再生效果不够理想,夏季净化风露点偏高。压缩热型干燥塔针对以上不足,在干燥剂的再生方面进行了很大的改进,有效降低了能耗,提高再生效果,去除瓦斯加热炉危险源,保证了净化风的安全平稳供应。
1 压缩热型干燥塔技术特点简介
干燥剂的再生效果,直接决定着干燥塔工作负荷,影响净化风的质量,如果净化风露点过高带水,将危及炼油化工装置的正常生产,严重的可直接造成安全事故,因此干燥剂的再生在空压系统中尤为重要,老式的有热再生型干燥塔再生时的能耗很大,产生了较大的浪费;采用瓦斯加热炉作为再生热源,危险性很大;干燥剂的加热不够彻底,再生效果不够理想,夏季净化风露点偏高。压缩热型干燥塔针对以上不足,在干燥剂的再生方面进行了很大的改进,有效降低了能耗,提高再生效果,去除瓦斯加热炉危险源,保证了净化风的安全平稳供应。
1 压缩热型干燥塔技术特点简介
压缩热型干燥塔的标准工作循环周期为8小时,其中一塔吸附干燥4小时,另一塔加热再生2 小时25分钟、冷却再生1小时25分钟、充压5分钟、等待5分钟。在干燥剂再生的加热过程中,利用离心式压缩机出口的高温、未饱和压缩空气作再生气(温度120-140℃、压力0.6-0.8Mpa)通过空气进口气动阀进入再生干燥塔,对已饱和的干燥剂进行加热再生,此时加热再生气流量为空压机的负荷量,达到20000Nm3/h,可以彻底地对干燥剂进行加热,经过再生塔后的压缩空气进入冷却器与低温冷却水进行热交换(压缩空气温度降低为40℃),同时产生的液态水通过气水分离器排除。随后压缩空气进入工作塔,利用干燥剂的吸附特性对压缩空气进行干燥,最终通过空气出口气动阀进入缓冲罐,上述三步过程无气量损耗,节能效果显著。从净化风出口处引出一部分干燥的压缩空气,通过再生流量调节阀和再生节流孔板降压后(0.45Mpa),进入再生塔对干燥剂进入冷却再生,最终通过消音器排外,平均耗气量占总外送净化风量的6%,待干燥剂的温度降至40℃后,干燥剂再生完成,可与工作塔进行切换。通过我单位五年来的应用,净化风的露点降低15℃,质量明显提高。该系统的控制程序还增设了露点控制,可根据当前净化风的露点值来决定切换时间,有效延长干燥塔的运行周期,减少平均耗气量。
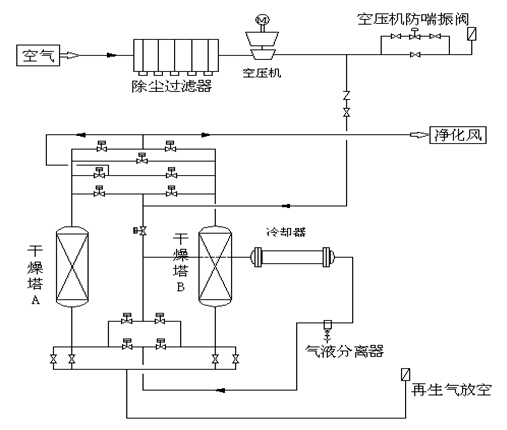
图1压缩热型干燥塔流程图
2 有热再生型干燥与压缩热型干燥塔的能耗对比
图1压缩热型干燥塔流程图
2 有热再生型干燥与压缩热型干燥塔的能耗对比
老式有热型干燥塔利用净化风进入瓦斯加热炉进行取热后对干燥剂进行再生加热,再生气流量占总外送净化风量的13%,而新式压缩热型干燥塔在此过程实现零耗气,节约大量能源消耗,同时也取消了外来热源瓦斯加热炉,消除了安全生产隐患,意义重大。有热再生式、压缩热再生式干燥塔再生能耗情况如表1。
表1
|
有热型干燥塔
|
压缩热型干燥塔
|
||||
|
时间
|
再生气消耗量
|
瓦斯消耗量
|
时间
|
再生气消耗量
|
瓦斯气耗量
|
|
h
|
Nm3/h
|
t/h
|
min
|
Nm3/h
|
t/h
|
|
1
|
3105
|
0.6
|
30
|
0
|
0
|
|
2
|
3248
|
0.6
|
60
|
0
|
0
|
|
3
|
3114
|
0.6
|
90
|
0
|
0
|
|
4
|
2998
|
0.6
|
120
|
0
|
0
|
|
5
|
3125
|
0.6
|
150
|
0
|
0
|
|
6
|
2100
|
0.3
|
180
|
1565
|
0
|
|
7
|
1805
|
0.3
|
210
|
1553
|
0
|
|
8
|
1900
|
0.3
|
240
|
1589
|
0
|
老干燥塔一个再生周期8小时消耗再生气19853Nm3,平均每小时耗再生气量为21395 Nm3/8 h =2674 Nm3/h,瓦斯量每小时耗量0.5t/h。新干燥塔一个再生周期为4小时,共消耗再生气为5107Nm3,平均每小时耗再生气量为4707Nm3/4h=1176Nm3/h,可节省耗气量2674 Nm3/h-1176Nm3/h=1498 Nm3/h,节省瓦斯0.5t/h。由此可见,压缩热型干燥塔节能降耗效果显著。
3 压缩热型干燥塔存在的不足及整改措施
3 压缩热型干燥塔存在的不足及整改措施
压缩热型干燥塔在节能方面优势突出,但需要与之配套的压缩机才能发挥出它的特点,2005年我单位购入沈鼓3MCL526-3型空压机,末级排气温度达到120—140℃,能够很好的与压缩热型干燥塔匹配,该站的净化风露点在夏季也能达到-55℃,另外两台DHP50-1型压缩机与压缩热型干燥塔搭配不够理想,其中一台的夏季净化风露点为-42℃,主要原因是DHP50-1型压缩机末级排气温度只有95-105℃,影响了干燥剂再生时的加热效果。对于这个问题,虽然可以采取对干燥塔及再生气管线加装保温的措施,但升温效果不够明显,干燥剂再生较差的问题无法得到根本解决。还可以采取增加一个小型外来热源辅助升温的措施,来提高再生气温度,但节能效果将有所降低。所以在选择压缩热型干燥塔时,一定要考虑压缩机的末级排气温度能否符合要求,切勿一味追求节能效果,而影响了净化风的质量。
4 结论
4 结论
通过对压缩热型干燥塔技术特点分析研究,可以看到压缩热型干燥塔在流程上有了很大的提高,在节能技术上有了新的突破,在保证净化风质量的前提下,干燥剂再生能耗得以大幅降低,有效节约了生产成本。
参考文献
参考文献
【1】.董大勤.化工设备机械基础[M].北京:化学工业出版社.2009.
【2】.王晓红.化工原理[M].北京:中国石化出版社.2009.
【3】.朱自强,徐汛,等.化工热力学[M].北京:化学工业出版社.1991.
【4】陈洪钫.基本有机化工分离工程[M].北京:化学工业出版社.1981.
【5】陈安民.石油化工过程节能方法和技术[M].中国石化出版社.1995.
【6】罗中惠. 压缩热再生空气干燥设备[J].压缩机技术,1999,(5).

