


张纬敏,刘常峰,崔周波,蔡宏
(中国船舶重工集团公司第七一一研究所,上海 200072)
摘要:针对烷基苯工艺中氢气螺杆压缩机易泄漏的问题,分析了影响氢气密封优劣的主要因素,并就某烷基苯厂的氢气压缩机轴封问题进行了优化,重新改造了原有的碳环密封,降低了工艺气的泄漏量和密封气的消耗量。设计选择了适合循环氢压缩机的干气密封形式。
关键词:螺杆压缩机;碳环密封;干气密封;氢气
1引言
烷基苯是重要的洗涤剂用表面活性剂,国内主要采用UOP工艺进行生产,其中脱氢工艺中循环氢的利用是首先要解决好的重要问题。维持氢气的高品质,同时尽可能的杜绝氢气泄漏对循环氢压缩工艺提出了较高的要求。目前,循环氢压缩机一般采用离心式压缩机,处理量较小时也采用往复式压缩机[1],双螺杆压缩机因其自身具备的优势,也得到了越来越多的应用。考虑到烷基苯循环氢压缩所需的压比较低,入口分子量易变化,含有多碳组分等因素,压缩工艺比较适合选择螺杆压缩机,现代密封技术的发展与喷液工艺的应用也提高了螺杆压缩机的市场竞争力。
国外学者在螺杆压缩机密封方面进行了很多研究总结[2-4]。压缩机的类型与润滑方式的选择决定了工艺采用何种密封形式,与此同时,随着一些新的密封工艺的出现,对一些密封效果不理想的轴封进行改造也是工业中常遇到的问题。烷基苯循环氢压缩工艺不允许有密封介质污染工艺气体,故螺杆压缩机均选择干式压缩机,密封主要选择碳环密封与干气密封,迷宫密封的泄漏量大,机械密封易漏油,导致油气的相互污染。碳环密封结构简单,易维护,造价相对较低,应用广泛。干气密封虽然造价较高,但因其相对较小的泄漏量与摩擦功耗,在近二十多年在密封应用及改造中受到了越来越多的青睐。本文针对某石化企业烷基苯工艺中螺杆压缩机出现的问题进行了分析,提出了一些改进方法,以期改善螺杆压缩机的密封效果。
2烷基苯循环氢螺杆压缩机
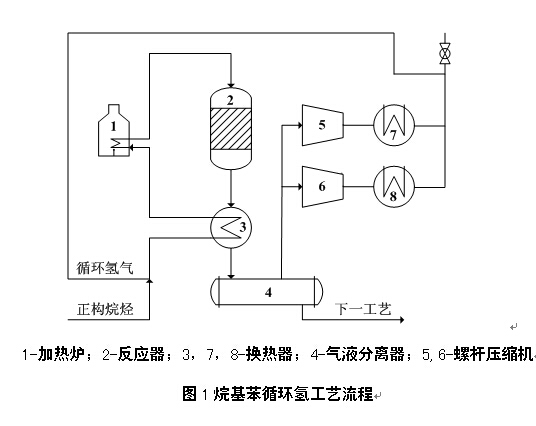
2.1工艺流程
脱氢是烷基苯生产过程中的第一个重要工艺,其流程如图1所示。高温的正构烷烃流过脱氢催化剂表面,在临氢状态下,脱氢生产直链烯烃。氢气和一些轻组分副产品从脱氢反应器流出物中分离,部分富氢气体返回脱氢反应器[5]。工艺要求压缩的氢气量65000Nm3/h,入口温度40℃,入口压力0.105MPa(G),出口压力0.22MPa(G),出口温度不超过97℃,采用的干式螺杆压缩机转子直径为630mm,轴封选择碳环密封,并选择氮气作为缓冲气和隔离气。
2.2 改造前压缩机密封使用情况
原循环氢压缩机使用的是碳环密封。碳环密封属于浮动密封的一种,结构主要包括环形密封体和填料函,密封腔体内有环形槽,槽内装有数个截面为矩形的环形石墨密封环。选用氮气做隔离气,主要用于密封易燃有毒介质,因其成本低,操作维护简单,密封性较好,而得到广泛应用。工厂之前采用的碳环密封布置如图2所示,进气端与排气端分别采用四道和六道碳环进行密封,氮气均分两级进气。排气端氮气从1、3处充入,从2、放空口及平衡腔排放口排出;进气端氮气从4、6处充入,从5、放空口及平衡腔排放口排出。碳环宽度为13mm,与轴间的平均单边间距为0.1mm。设定氮气进气压力比排气端平衡腔压力高0.03-0.05MPa。

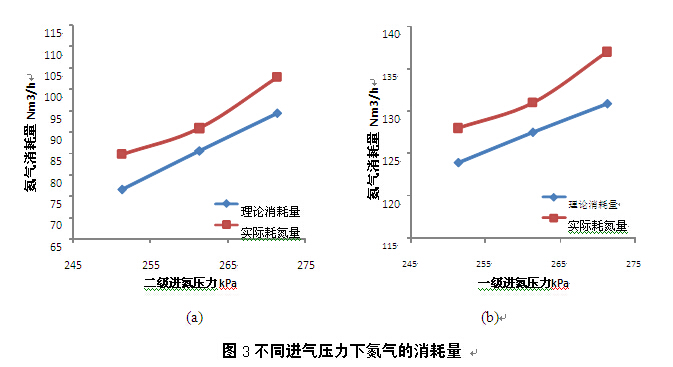
这样设置能有效防止氢气泄漏对润滑油的污染,但一级充氮口(3,4)距离平衡腔太近,仅有一道碳环密封,氢气很容易扩散过此道碳环,而一旦如此,一级充氮密封也将失效。现场开车运行一段时间后,工艺气中氢气的体积浓度从93%下降到了85%,对工艺气组分分析后发现增加的组分均为氮气,而对放空口2、5处的放空气体组分进行分析,氢气浓度则高达到14%,说明氮气并没有如预想一样将氢气密封在压缩腔内侧,而是出现了严重相互渗透情况,同时氮气的消耗量也很可观,超过250Nm3/h。不同氮气进气压力下,氮气的实际消耗量与计算模拟值如图3所示,实际氮气消耗量随进氮压力的升高而增大,理论耗氮量小于实际耗氮量。这部分偏差产生的主要原因是由于实际情况中机组自身转动和振动等因素存在,碳环密封与轴之间有剧烈的相对运动,气体易达到湍流状态,从而导致相互扩散,相互渗透的情况加剧。
2.3泄漏原因分析
依据格拉罕姆气体扩散定律:同温同压下各种不同气体扩散速度与气体密度的平方根成反比,所以氮气与氢气在同温同压下的扩散速率比为1:4。为了控制氢气的泄漏量和密封气的使用量,靠近介质侧的充氮压力比排气侧氢气的压力高0.04MPa左右,但实际运行发现轴封外侧放空口仍然有一定量氢气的泄漏,原料气中氮气含量也会逐渐升高,说明受密封气与工艺气压力差、浓度差、温度差、气体扩散速率与湍流程度的影响,两者之间存在较为严重的相互渗透,分流通过的问题。碳环密封急需改造,否则不仅工艺气会不断受到污染,而且氢气的不断泄漏也会存在爆炸的危险。
碳环密封的间隙是比较微小的,扩散气体在达到音速之前,其流动仍能保持层流状态[6]。当气体以亚声速流过一个狭窄的缝隙时,可以假定其温度是保持不变的。若轴和环相对静止,流体流过一个直径为D,长度为L,高度为h的环形间隙时可根据以下公式计算一维层流状态下流体的质量流率Qm
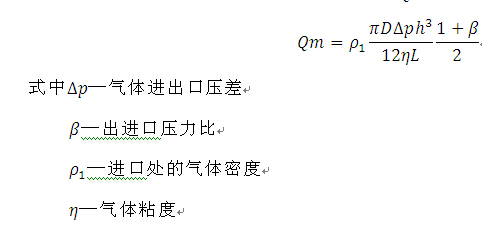
在密封气与工艺气已定的情况下,依据此公式可以定性的总结减小气体泄漏量的方法:在条件允许的情况下增加密封长度,减小密封间隙与进出口压差。这将为实际改造提供一定的理论基础。
3几种改造与优化方案
3.1现有碳环密封的改造
因工厂生产需要,无法长时间停工改造。经分析讨论,先对碳环做局部改造与密封气进排气的优化。具体改造途径如下:首先,碳环与轴间的单边距离由之前的0.1mm缩小到0.08mm,在确保机组运行安全的前提下,尽量减小密封间隙;其次,两级进气改为中间一级进气,排气口改为两个,进气压力保持不变。排气端将1、3口封堵,从2处进气,吸气端将4、6口封堵,从5处进气。改造后氮气进气位置与平衡腔间距离增加,由之前的一道碳环密封增加到三道,有效地增加了密封的长度。氮气消耗量由原来的250Nm3/h下降到约150Nm3/h,按工业氮气的价格1元/m3计算,每年节省约88万元。同时循环氢浓度随时间下降的趋势显著减缓,说明较长的密封长度能更有效的防止氮气和氢气之间的相互渗透。
3.2 充油形式的密封结构
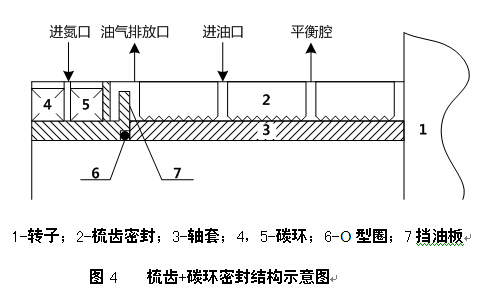
如将来现场停工检修时间允许,考虑到烷基苯脱氢的具体工艺和尽可能的利用现有壳体和转子进行改造,梳齿与碳环结合的油膜密封构造也是一种理想的选择。如结构示意图4所示,靠近转子的部分可布置若干道梳齿密封,采用正构烷烃作为密封油。梳齿与碳环密封间安装一道挡油板,压缩机运行过程中渗漏出的正构烷烃可利用离心力将其甩出,且后端有氮气作为隔离气,可以有效防止其向润滑油侧的渗漏。平衡腔一侧虽也有少量漏油可能渗入压缩腔,但正构烷烃本身即为后续反应介质,所以对工艺几乎没有影响。正构烷烃与转子之间形成的油膜能有效防止工艺气和密封气的相互渗漏,虽其运动粘度比一般密封油低,但可通过适当提高正构烷烃的流量,达到比一般碳环密封更理想的密封效果。
3.3干气密封
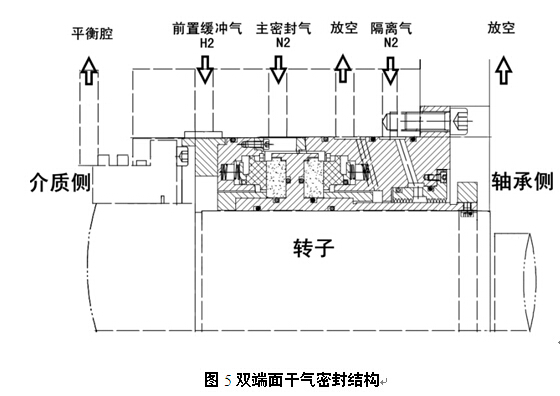
从长远来看,伴随着螺杆机密封技术的不断发展,以及对运行经济性和环保的不断重视,将来循环氢压缩机使用干气密封技术将是一种必然的趋势。目前常用的干气密封形式主要有单端面、双端面以及串联式3种。单端面干气密封结构相对简单,但该结构设置会将工艺气泄漏到环境中,密封磨损失效时后果更为严重,因此单端面干气密封主要用于对环境无污染介质的输送,如二氧化碳压缩机;双端面干气密封能保证工艺介质的零泄漏,主密封气通常采用氮气,主密封气的压力高于工艺气体的压力0.2~0.3Mpa,会有极少量主密封气通过密封面泄漏进工艺气体中,所以双端面干气密封主要用于被密封介质压力不高且允许渗入少量密封气的场合,如富气压缩机[7];串联式结构密封由两级完全相同的干气密封串联布置,第一级承担全部压力,第二级是安全备用密封,当第一级密封失效时,第二级密封承担全部压力,一二级密封中间可设梳齿密封,中间缓冲气采用氮气。因为第一级密封会泄漏工艺气体,所以此种结构需要布置火炬管道,二级密封泄漏出的气体为氮气,可通过高点进行排放。
通过对三种干气密封形式的分析,考虑到该种螺杆机轴径大、转速高、压力低及腔体尺寸受限等特点,认为双端面干气密封结构是较优的选择,其结构如图6所示。干气密封由两套干气密封背靠背组成,主密封气为氮气,通过对氮气的密封而实现对介质气的密封。在介质侧有前置密封气(此处可使用净化后工艺气)保护,保证干气密封工作环境的洁净;在大气侧有隔离气保护,防止轴承润滑油进入密封部位而影响密封性能。干气密封大气侧泄漏出的微量氮气和隔离气一起室外高点排空,工艺气侧泄漏的微量氮气进入工艺气中。
循环氢压缩机密封处轴径达250mm,而国内螺杆压缩机迄今为止还没有使用过如此大轴径的干气密封结构,究其原因主要存在以下难点:
1、大轴径、窄腔体下的密封窄端面的设计。对于窄端面的摩擦副结构和优化气膜刚度设计比较困难。
2、大尺寸薄壁零件的结构优化和加工精度的保证。由于大型螺杆机密封腔空间受限,对薄壁零件的结构优化和制造设备、制造工艺、制造精度、形位公差的检测有很高的要求。
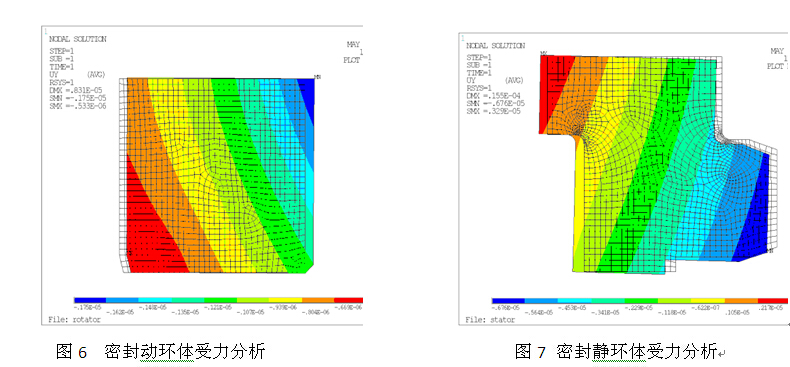
通过与国内干气密封生产厂家合作,对关键零件进行了详细分析和设计,针对循环氢压缩机的运行工况,各部件受力模拟分析云图如图6、7。计算结果如下:
|
载荷类型 |
介质压力 |
离心应力 |
热流密度 |
综合 |
|
动环体应力(Mpa) |
3.29 |
6.3 |
11.5 |
14.0 |
|
静环体应力(Mpa) |
6.42 |
|
0.57 |
6.63 |
动环如使用碳化硅材质,其抗弯强度达到400Mpa,计算结果远小于极限值,强度满足设计要求,各作用力下的变形均匀,工作面也未产生不可接受的锥度变形。同时使用石墨材质的静环也能满足强度要求,说明干气密封的关键部件选材和设计是可行的,这为下一步对整个轴封系统的详细设计奠定了良好基础。
4结语
螺杆压缩机应用范围日趋广泛,出于安全、环保与工艺方面的要求,压缩机密封技术得到了不断的改进与发展。本文针对氢气螺杆压缩机密封泄漏问题进行了分析,优化设计了碳环密封的进排气方式,减小环与轴之间的间隙,有效降低了氢气的泄漏量和氮气的使用量。同时针对此工艺和利用现有压缩机结构,设计了使用烷烃作为密封油的碳环加梳齿密封的轴封形式,讨论选择了合适的干气密封结构并对关键部件设计可行性进行了论证分析,为以后相似新建项目同类型压缩机的轴封设计改进提供了一定的理论参考。
参考文献:
[1] 王存智.循环氢压缩机的选型分析[J].石油化工设备技术,2005,26(5):28-30.
[2] Heinz P. Bloch. A Practical Guide to Compressor Technology, Second Edition[M] (2006).
[3] Stephen L. Ross, Raymond F. Beckinger. Compressor Seal Selection and Justification[C]. 32nd Turbomachinery Symposium(2003).
[4] Paul C. Hanlon. Compressor Handbook[M] (2001).
[5] 王永超, 周立群.多级往复式压缩机切换方案的确定与实施[J].石油化工设备技术,2002,23(1):32.
[6] 蔡仁良,顾伯勤,宋鹏云.过程装备密封技术(第二版)[M]. 北京:化学工业出版社,2006.
[7] 周卫.双端面干气密封在富气压缩机上的应用[J].流体机械,2002,30(11):40-44.
